Electric motors generate substantial heat during operation, and how effectively that heat is managed determines not only efficiency but also service life and reliability. Motor housing aluminum profiles have emerged as the engineering solution of choice for thermal management in motors ranging from small servo units to large industrial drives. Their ability to conduct, distribute, and dissipate heat rapidly — while remaining lightweight and structurally sound — makes them fundamentally superior to cast iron or steel housings in most modern applications. Understanding the mechanisms behind this heat dissipation performance helps engineers and procurement specialists make better decisions when specifying motor housings for demanding environments.
Content
The thermal performance of any motor housing begins with the intrinsic properties of its base material. Aluminum alloys used in motor housing extrusions — most commonly 6061-T6 and 6063-T5 — have a thermal conductivity between 160 and 205 W/(m·K). This is approximately four to five times higher than the thermal conductivity of carbon steel and nearly ten times higher than that of stainless steel. In practical terms, this means heat generated at the stator windings or bearing seats travels through the housing wall and reaches the outer dissipation surface significantly faster in an aluminum housing than in any ferrous alternative.
Beyond conductivity, aluminum's low density — approximately 2.7 g/cm³ compared to 7.8 g/cm³ for steel — allows engineers to design thicker walls and more complex cross-sections without a weight penalty. A thicker wall provides more thermal mass to absorb transient heat spikes during start-up cycles or peak load conditions, buffering the internal temperature rise until steady-state convection takes over. This combination of high conductivity and manageable mass is what gives aluminum motor housings their characteristic thermal stability under variable load conditions.
The extrusion process itself also contributes to thermal performance. Unlike die casting, which can introduce porosity and micro-voids that interrupt heat flow paths, extruded aluminum profiles have a consistent, dense grain structure throughout their cross-section. This uniformity ensures that thermal conductivity values measured in laboratory conditions are reliably replicated in the final housing, with no localized cold spots or thermal bottlenecks caused by material defects.
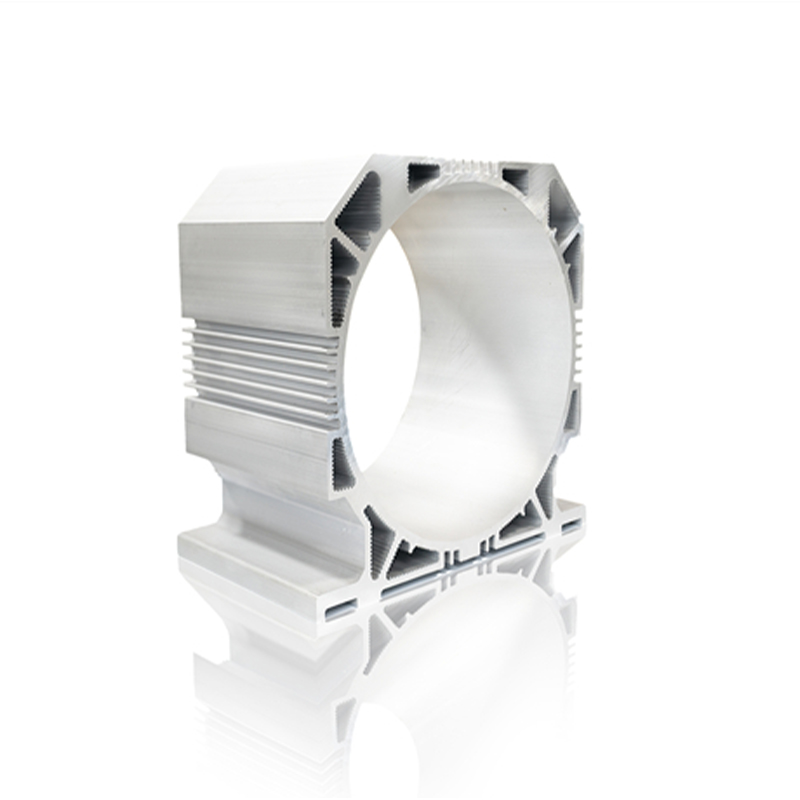
The most visible and functionally critical feature of motor housing aluminum profiles is the array of longitudinal fins extruded along the outer surface. These fins are not merely decorative — they are precisely engineered features that multiply the effective surface area available for convective heat transfer. A plain cylindrical housing of 100mm diameter might have an outer surface area of roughly 314 cm² per 100mm of length. Adding a set of 20 fins, each 15mm tall and 2mm thick, can increase that effective area by a factor of three or more, dramatically accelerating heat transfer to the surrounding air.
Fin geometry is governed by a series of competing constraints that must be balanced during profile design. Taller fins offer more surface area but reduce the convective benefit if airflow cannot penetrate deep into the inter-fin channels. Narrower fin pitch — more fins per unit circumference — increases total area but can cause airflow stagnation between fins, creating a boundary layer that insulates rather than dissipates. The following parameters represent typical design ranges for motor housing fin profiles used in standard industrial applications:
| Fin Parameter | Typical Range | Effect on Thermal Performance |
|---|---|---|
| Fin Height | 8mm – 25mm | Greater height increases area; diminishing returns above 20mm without forced airflow |
| Fin Thickness | 1.5mm – 4mm | Thinner fins reduce weight and inter-fin blockage; minimum governed by extrusion ratio |
| Inter-fin Pitch | 6mm – 15mm | Wider pitch improves natural convection airflow; narrower pitch suits forced cooling |
| Base Wall Thickness | 4mm – 10mm | Thicker base improves lateral heat spreading from stator contact surface |
For motors operating under natural convection — where no external fan or duct system drives airflow across the fins — a fin height-to-pitch ratio between 1.5 and 2.5 typically yields the best thermal resistance reduction. For motors with integrated cooling fans or mounted in ducted enclosures with forced airflow, taller and more closely spaced fins become viable because the higher velocity air can penetrate deep into the channels and remove heat from fin surfaces that would otherwise stagnate under natural convection conditions.

Even the most optimally designed aluminum housing profile cannot perform well thermally if heat cannot transfer efficiently from the stator core to the housing bore. The contact interface between the stator outer diameter and the housing inner bore is frequently the highest thermal resistance point in the entire heat path — more critical in many cases than fin geometry or material selection. In extruded aluminum motor housings, this interface is managed through press-fit tolerances, thermal interface materials, and bore surface finish specifications.
A standard H7/p6 interference fit between stator and housing creates intimate metal-to-metal contact across a significant proportion of the bore surface, reducing interface thermal resistance to between 0.01 and 0.05 K·cm²/W in well-machined assemblies. Where surface roughness or out-of-round conditions create micro-gaps, thermal interface materials — silicone-based pads or phase-change compounds with conductivities of 3 to 8 W/(m·K) — are applied to fill voids and ensure continuous heat conduction. The choice of interface method depends on the assembly process, production volume, and whether the stator must be removable for servicing.
Extruded aluminum profiles require post-extrusion CNC machining to achieve the bore tolerances needed for reliable stator press-fits. For most industrial motor housings, the bore is finish-machined to a surface roughness of Ra 1.6 µm or better, with concentricity relative to the outer bearing seat maintained within 0.03mm to 0.05mm. These tolerances ensure that the stator lamination stack seats uniformly against the bore surface without rocking or tilting, which would create uneven contact pressure and localized thermal bottlenecks along the heat flow path.
Bare aluminum has a relatively low emissivity — typically around 0.05 to 0.15 for a polished or mill-finish surface — which limits its ability to reject heat through thermal radiation. In environments where convective cooling is restricted, such as enclosed control cabinets or densely packed motor arrays, improving surface emissivity can meaningfully reduce operating temperature. Anodizing and powder coating both raise emissivity substantially, and each brings additional protective benefits relevant to motor housing applications.
The practical impact of surface treatment on operating temperature depends on the motor's size, power density, and cooling mode. For a 1 kW motor operating under natural convection, switching from bare aluminum to hard-anodized finish can reduce steady-state housing temperature by 5°C to 12°C — a meaningful improvement that translates directly into extended winding insulation life according to the Arrhenius rule, which predicts roughly a doubling of insulation life for every 10°C reduction in operating temperature.
Not all aluminum alloys are equal in thermal performance, and the choice of alloy for motor housing profiles involves balancing thermal conductivity against mechanical strength, corrosion resistance, and extrudability. The two alloys most frequently specified for motor housing extrusions are 6061 and 6063, both in the T5 or T6 temper condition.
Alloy 6063-T5 offers a thermal conductivity of approximately 201 W/(m·K) and is highly extrudable, allowing the complex fin geometries described above to be produced with consistent dimensional accuracy. Its yield strength of around 145 MPa is adequate for most motor housing structural requirements. Alloy 6061-T6 has a slightly lower thermal conductivity of approximately 167 W/(m·K) but offers significantly higher yield strength — around 276 MPa — making it the appropriate choice for larger motors subjected to high vibration, heavy bearing loads, or frequent thermal cycling that induces fatigue stress in the housing walls. For thermal-priority applications where strength requirements are moderate, 6063-T5 is typically the preferred specification. For structural-priority applications or motors operating in high-shock environments, 6061-T6 provides the necessary mechanical reserve with acceptable thermal performance.
The cumulative effect of optimized aluminum alloy selection, fin geometry engineering, stator interface management, and surface treatment is a motor housing that keeps winding temperatures consistently below critical thresholds — typically below Class F (155°C) or Class H (180°C) limits for the insulation system used. Operating within these limits rather than approaching them has measurable consequences for maintenance intervals and total cost of ownership.
Bearing life is directly temperature-dependent: bearing grease formulations rated for standard operating conditions typically have a base oil viscosity optimized for use below 100°C at the bearing seat. Every 15°C rise above this reference point approximately halves grease service life, driving up re-lubrication frequency and unplanned downtime. A well-designed aluminum motor housing profile that keeps bearing seat temperatures 10°C to 20°C lower than a comparable cast iron housing at the same power rating can therefore double the interval between bearing maintenance events in continuous-duty applications.
From an energy efficiency perspective, lower winding resistance at reduced operating temperatures translates to marginally lower I²R losses during steady-state operation — typically a 0.3% to 0.8% improvement in motor efficiency for a 10°C reduction in winding temperature. While modest in absolute terms, this improvement is significant for high-duty-cycle industrial motors where even fractional efficiency gains compound into measurable energy cost reductions over multi-year operating periods. Motor housing aluminum profiles, in this sense, contribute not only to mechanical reliability but also to the overall energy performance of the drive system they enclose.
![]() +86-19156366875
+86-19156366875
![]() No. 1016, Baocheng Road, Economic and Technological Development Zone, Xuancheng City, Anhui Province, China
No. 1016, Baocheng Road, Economic and Technological Development Zone, Xuancheng City, Anhui Province, China
Copyright © Anhui Huilong Group Huilv New Material Technology Co., Ltd. All Rights Reserved
Aluminum Profiles Manufacturers