Content
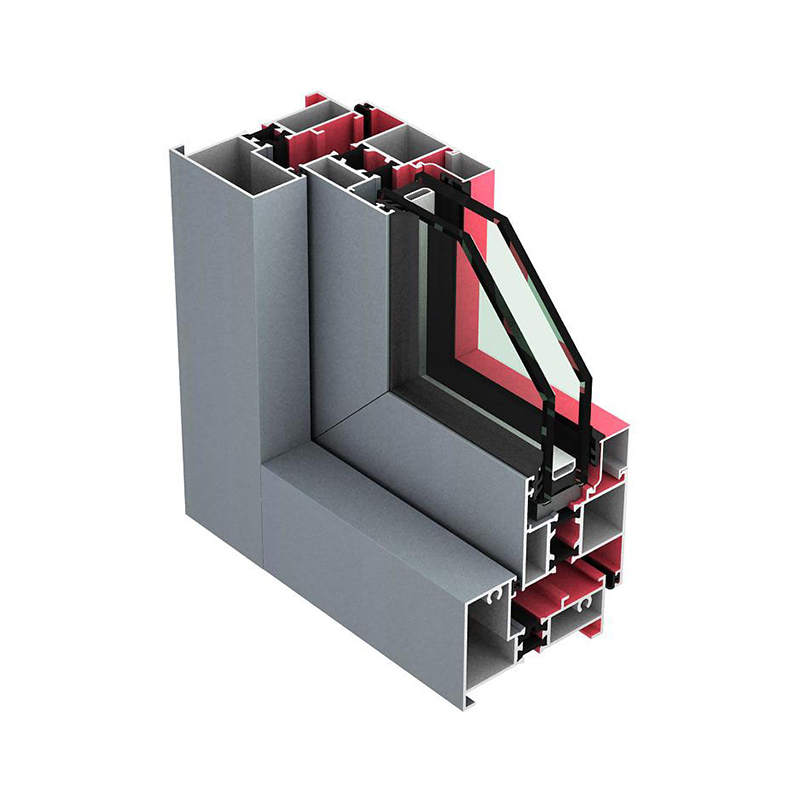
For most profile-based parts, aluminum extrusion 6063 T5 is selected because it balances appearance, extrudability, corrosion resistance, and usable strength better than many alternatives. It is especially effective for frames, trims, rails, channels, enclosures, heat-dissipating shapes, and architectural sections where surface quality matters as much as load capacity.
In practical terms, 6063 T5 is not usually the first choice for highly stressed structural parts, but it is often the better choice for profiles that must be straight, lightweight, easy to finish, and visually consistent. That is why it appears so often in window systems, display structures, machine guards, furniture components, solar framing, and custom industrial extrusions.
The alloy designation 6063 identifies an aluminum-magnesium-silicon alloy developed specifically to perform well in extrusion. It flows through dies more easily than stronger general-purpose alloys, which helps produce smoother surfaces and more complex profile shapes.
The temper designation T5 means the profile is cooled after leaving the extrusion process and then artificially aged to improve its mechanical properties. This matters because the temper affects how the final profile behaves in service, especially its strength, hardness, and dimensional stability.
The exact values depend on the profile shape, wall thickness, production route, and the standard being used, but the ranges below are typical enough to guide selection. The key takeaway is that 6063 T5 offers moderate strength with excellent finish quality and low weight, which is why it is often evaluated as a profile material rather than a heavy structural material.
| Property | Typical Value or Range | Why It Matters |
|---|---|---|
| Density | About 2.70 g/cm³ | Keeps profiles lightweight compared with steel. |
| Ultimate tensile strength | About 145 to 186 MPa | Useful for general framing, covers, rails, and trim sections. |
| Yield strength | About 110 to 145 MPa | Indicates the load level where permanent deformation begins. |
| Elastic modulus | About 69 GPa | Important for stiffness and deflection calculations. |
| Thermal conductivity | About 200 W/m·K | Helpful for profiles that need to move heat away efficiently. |
| Corrosion resistance | Generally very good | Supports outdoor and humid-environment use with proper finishing. |
| Anodizing response | Typically excellent | Produces a decorative, uniform surface suited for visible parts. |
This alloy and temper combination is most useful where profile complexity and final appearance are important. In many buying decisions, the question is not whether the alloy is the strongest available, but whether it delivers enough performance while keeping the profile easy to extrude, finish, assemble, and ship.
6063 T5 is less attractive when the profile must carry high concentrated loads, survive repeated shock, or replace a more structural alloy without increasing section size. In those cases, a stronger alloy or a different temper may be more appropriate even if it is harder to extrude or finish.
The best results usually come from designing the profile around extrusion behavior, not forcing the extrusion to behave like a machined block. Good profile design can reduce die complexity, improve straightness, lower scrap, and make the surface finish more consistent.
Many commercial 6063 profiles are easier to run when typical wall thickness stays in a moderate range such as roughly 1.5 to 4.0 mm, though larger shapes, screw bosses, or load-bearing features may need more. The right number depends on section size, circumscribing circle, die complexity, and finishing method.
A major advantage of aluminum extrusion 6063 T5 is that it can achieve a refined visible surface. This is one reason it is widely used in products that customers actually see, not just internal machine parts. The alloy is known for taking anodized and coated finishes well, which can improve both durability and visual quality.
| Finish | Typical Use | Practical Benefit |
|---|---|---|
| Mill finish | Internal or non-cosmetic parts | Lowest finishing cost, but surface marks remain more visible. |
| Anodized finish | Architectural and decorative profiles | Improves corrosion resistance and provides a consistent metallic appearance. |
| Powder-coated finish | Outdoor, colored, or highly visible sections | Adds color flexibility and a durable protective layer. |
| Mechanical polish plus finish | Premium visible profiles | Used when reflectivity and visual smoothness matter more than cost. |
As practical examples, an anodized layer around 10 to 25 µm is common for many decorative or outdoor uses, while powder-coated systems often build a thicker protective layer around 60 to 80 µm. The correct target depends on appearance expectations, corrosion exposure, abrasion risk, and the relevant specification.
Material selection becomes easier when 6063 T5 is compared with the options people most often consider beside it. In many cases, the decision is a tradeoff between appearance and extrudability on one side, and raw strength on the other.
| Option | Main Advantage | Main Limitation | Best Fit |
|---|---|---|---|
| 6063 T5 | Excellent surface quality and extrudability | Moderate rather than high strength | Visible profiles, frames, trims, decorative and light industrial sections |
| 6063 T6 | Higher strength than T5 | May not be the best balance when finish quality is the main priority | Profiles needing somewhat more strength without changing alloy family |
| 6061 T6 | Much stronger and widely used structurally | Less favorable for complex cosmetic extrusion shapes | Heavier-duty structural parts, machined components, and high-load sections |
If the profile must look good and still perform well in moderate-duty service, 6063 T5 is often the most efficient answer. If the profile is primarily a load-bearing member, then a stronger temper or another alloy is often worth the tradeoff.
Before finalizing a drawing or purchase specification, it helps to check whether the material choice supports the actual use case. Many problems blamed on the alloy are really caused by incomplete profile definition, unrealistic finish expectations, or missing loading information.
Following this checklist usually leads to faster die development, more stable production, and fewer redesigns after the first samples arrive.
Aluminum extrusion 6063 T5 is best used for profiles that need a strong balance of appearance, corrosion resistance, lightweight performance, and moderate mechanical strength. Its value is not just in the alloy itself, but in how well it supports complex profile geometry, attractive finishing, and efficient production.
For visible architectural, decorative, and light industrial sections, it is often the most practical specification. For heavily loaded members, it can still work, but the section design must be checked carefully and compared with stronger alternatives. In short, 6063 T5 is usually the right answer when the part is truly an extrusion-led product rather than simply a structural bar with a different shape.
![]() +86-19156366875
+86-19156366875
![]() No. 1016, Baocheng Road, Economic and Technological Development Zone, Xuancheng City, Anhui Province, China
No. 1016, Baocheng Road, Economic and Technological Development Zone, Xuancheng City, Anhui Province, China
Copyright © Anhui Huilong Group Huilv New Material Technology Co., Ltd. All Rights Reserved
Aluminum Profiles Manufacturers